Экструдер для пластика что это?
Экструдеры для пластика — принцип действия и сферы применения

Одной из основных технологий переработки пластмасс и изготовления из них разнообразных деталей и профильной продукции является экструзия. Заключается она в приготовлении расплава полимеров с последующим продавливанием его через формующие сопла – специальные насадки, придающие материалу заданную форму. Главным элементом производственной линии, использующей подобную методику, является экструдер для пластика.
Принцип работы экструдера
Экструдер представляет собой электромеханическое устройство, непосредственное предназначенное для процесса формовки пластмассовых профильных деталей их полуфабрикатов. Общее устройство экструдера для пластика:
- Корпус с системой нагрева до необходимой температуры плавления полимеров. В качестве источника тепловой энергии могут использоваться привычные резистивные системы или индукционные, создающие высокие температуры за счет наведенных на их корпус высокочастотных индукционных токов Фуко.
- Узел загрузки, через который различными способами сырье поступает в полость корпуса.
- Рабочий орган, создающий необходимое давление для перемещения сырья от узла загрузки до формующих насадок. Используются различные физические принципы, так это механизм может быть поршневым, дисковым или шнековым. Наибольшее распространение получили именно шнековые экструдеры.
- Экструзионная головка (иначе – фильера), задающая форму получаемых изделий.
- Механический привод (двигатель и редукторная система), создающий и передающий на рабочий орган необходимое усилие.
- Системы контроля и управления, поддерживающие необходимый технологический режим.
Загруженное в виде гранул, порошка или лома сырье под действием рабочего органа перемещается в рабочую зону корпуса, где под действием давления, трения и подаваемой извне температуры нагревается и плавится до состояния, требуемого по условиям технологического процесса.
В ходе движения в полости корпуса сырье тщательно перемешивается до однородной гомогенизированной массы.
Под действием высокого давления расплав продавливается через сетчатые фильтры и формующие головки, где происходят его окончательная гомогенизация и придание заданного профиля.
Затем, охлаждаясь естественным или принудительным способом, он полимеризуются, и в итоге получаются изделия необходимой конфигурации с заданными физическими и механическими свойствами.
Видео: «Как работает экструдер?»
Виды экструдеров
Современные экструзионные установки различаются как по схеме рабочего органа, так и по своему целевому предназначению.
Экструдеры одношнековые и двухшнековые
Шнековые (червячные) экструдеры – наиболее распространенные, так как практически в полной мере отвечают всем требованиям технологического процесса. Рабочим органом выступает шнек экструдера (винт Архимеда, известный каждому хотя бы по домашним мясорубкам).
Лопасть шнека экструдера захватывает сырье в области загрузки и перемещает последовательно по всей длине цилиндра корпуса, через зону нагрева, гомогенизации и формовки. В зависимости от технологической карты и вида исходного материала шнеки могут быть нормальными или быстроходными, цилиндрической или конической формы, сужающиеся к выходу. Одним из главных параметров является соотношение рабочего диаметра шнека к его длине. Различаются также шнеки шагом витков и их глубиной.
Однако одношнековые экструдеры не всегда применимы. Например, если в качестве сырья используется порошковый полуфабрикат, один винт не справится с тщательным его перемешиванием в ходе расплавления и гомогенизации.
В подобных случаях применяют двухшнековые экструдеры, винты которых могут находиться во взаимном зацеплении, совершать параллельное или встречное вращательное движение, иметь прямую или коническую форму.
В результате процессы разогрева, смешения и гомогенизации проводятся более тщательно, и на головку поступает полностью однородная и дегазированная масса.
Нельзя не отметить, что в некоторых технологических процессах применяются экструдеры и с большим количеством шнеков – до четырех, а кроме того, существуют и планетарные автоматы, когда вокруг центрального винта вращается до 12 сателлитных.
Это бывает необходимым при работе с некоторыми видами пластиков, которые под действием высоких температур имеют свойство к деструкции – потере физических качеств. Таким образом, их нагрев в подобных экструдерах осуществляется за счет силы трения и создаваемого высокого давления.
Экструдер для ПВХ профиля
Производство пластиковых или композитных профилей в большинстве случаев производится именно методом экструзии. Для этого, в зависимости от материала и сложности формы изделия, используют одно- или двухшнековые аппараты с соответствующими формующими головками.
Ассортимент весьма обширен – от тонких нитей или полос до листов, крупных панелей и сложных по геометрии профилей. Ставшие всем привычные пластиковые оконные и дверные системы собираются из ПВХ-профилей, изготовленных именно таким способом.
Добавка в полимер специальных компонентов позволяет выпускать сложные композиты, например, дерево-пластиковые конструкции, которые также часто применяются при изготовлении различных строительных конструкций.
Экструдер для производства труб
При производстве трубной продукции очень важным условием является отсутствие в гомогенизированной смеси пузырьков газа, поэтому экструдеры для труб в обязательном порядке оснащаются системой дегазации. Обычно это – двухшнековые установки, в которых, помимо прочего, применяются так называемые барьерные шнеки, надежно разделяющие еще твердый полуфабрикат от полностью расплавленного. Это обеспечивает полную однородность состава, что очень важно для эксплуатационных качеств выпускаемой трубы.
Экструдеры для полиэтилена

Все полимерные пленки изготавливаются исключительно способом экструзии. Для производства плёнок используется выдувной экструдер. Формующий узел экструдера для стрейч пленки может быть выполнен в виде узкой щели –на выходе получается однослойная пленка необходимой толщины и ширины.
В некоторых моделях используются круглые щелевые фильеры большого диаметра – пленка получается в виде рукава.
Мини экструдеры для пленки производят полиэтилен шириной рукава до 300мм и толщиной до 600 мкм. Небольшой размер устройства позволяет установить его даже в обычном помещении.
Экструзионные линии
В промышленных условиях экструдер – это один из главных компонентов целой экструзионной линии, которая включает, помимо него, ряд других установок и механизмов:
- Система подготовки и загрузки сырья – иногда полуфабрикат нуждается в предварительной просушке и калибровании перед подачей в загрузочный бункер.
- Система охлаждения – устанавливается на выходе экструдера для ускорения процесса полимеризации изделий. Могут быть различного типа – воздушные или в виде охлаждающих ванн.
- Механизмы протяжки готовых профилей.
- Маркирующие и ламинирующие системы различного принципа действия.
- Намоточные и отрезные механизмы для приведения изделий в требуемый для складского хранения и транспортировки вид.
Могут использоваться и другие механизмы и технологические устройства для автоматизации непрерывного процесса производства.
Производители экструзионных линий
Экструзионные линии пользуются огромным спросом, и их производство налажено во многих странах Европы и Азии. Традиционными лидерами в производстве подобного оборудования считаются австрийские производители, практикующие выпуск подобных линий еще с середины прошлого столетия. Европейские системы всегда отличали высочайшее качество, использование самых современных инновационных разработок в области технологии обработки пластмасс.
В последнее время на рынок экструзионных линий активно поставляется продукция китайских производителей. Вопреки расхожему мнению, это вовсе не говорит о ее низком качестве – и надёжность, и характеристики выпускаемого оборудования в целом отвечают современным требованиям. Кроме того, цены на экструдеры из Китая могут быть значительно ниже европейских.
Стараются не отстать от жизни и отечественные промышленники. Так, пользуются спросом экструзионные линии «Полипром Кузнецк», выпускаемые в Пензенской области, или «Группы компаний СТР» из подмосковных Подольска и Воскресенска.
Цена на экструдеры для пластика варьируются от страны-производителя и индивидуальных характеристик устройства.
Разновидности экструдеров и их назначение
Незаменимым оборудованием при изготовлении изделий из пластмассы является экструдер.
Внутри этого аппарата происходит расплав полимерной основы, которая, приобретя нужную консистенцию, проходит через сопла (фильеры), формирующие изделия заданной формы. Таким образом, изготавливаются и профили, и самые разнообразные детали.
Принцип работы экструдера
Чтобы понять, как работает экструдер, достаточно представить себе привычную мясорубку. Принцип действия этих устройств во многом совпадает. Экструдер представляет собой электромеханический аппарат, который состоит из нескольких главных блоков:
- Цилиндр, в котором сырьё, перемешиваясь внутри, прогревается до заданной температуры. Уровень нагрева обычно устанавливается оператором. Он зависит от типа сырья, а точнее от температуры плавления полимера. Обычно это несложные резистивные системы, отличающиеся надёжностью и долговечностью. Так, на нагрев цилиндра используют кольцевые нагреватели.
Фильерная пластина (экструзионная головка), дающая готовому изделию форму. Она устанавливается на экструдерах, производящих профиль. В случае если производятся различного вида пластмассовые изделия, разогретая полимерная масса через сопло поступает в пресс-форму. Для нагрева сопла устанавливаются отдельные хомутовые нагреватели на сопло
Узел загрузки сырья. Через него гранулированное или измельчённое полимерное сырьё попадает внутрь цилиндра.
Рабочий орган. Сердцем экструдера является червяк (шнек) — вал с винтовой поверхностью, который, вращаясь, увлекает с собой сырьё, проталкивая его по цилиндру к формирующим насадкам. Это самый распространённый вид экструдера. Реже встречаются устройства, оснащённые поршневым рабочим органом, а также его дисковым аналогом.
Механический блок, состоящий из электродвигателя и системы редукторов, с помощью которых осуществляется вращение шнека в цилиндре.
Типы экструдеров
Как было упомянуто выше, шнековые экструдеры иногда называются «червячными». Это название происходит от того, что полимерная масса в цилиндре перемешивается и перемещается при помощи винта Архимеда.
В большинстве своём экструдеры имеют один шнек и работают по тому же принципу, что и мясорубка. Однако, производство некоторых видов продукции требует более тщательного перемешивания сырья, и в этом случае используются механизмы с двумя (а иногда и больше) шнеками. Это необходимо, например, в том случае, если сырьё подаётся в порошковом состоянии. В таком случае одношнековый экструдер не сможет достаточно хорошо перемешать его и соответственно создать нужное давление на выходе.
Виды экструдеров
Экструдер для профиля из поливинилхлорида (ПВХ)
Самым простым и дешёвым способом производства полимерного или композитного профиля является, как раз экструзия. Характер используемого сырья и сложность получаемого изделия определяют необходимость выбора одношнекового или двухшнекового экструдера, а также соответствующих фильерных пластин.
Таким способом производят тончайшие нити, полосы, листы, панели и профили сложной геометрии. Принцип везде одинаков. Иногда в полимерную основу добавляют различные примеси, которые позволяют производить композитные материалы различного назначения.
Трубный экструдер
Пластиковые трубы также производят на похожих линиях. Особенность их изготовления заключается в специальном требовании к полимерной смеси. В готовой смеси не должно быть пузырьков газа, которые могут сделать стенки труб неоднородными и непрочными. С этой целью в данных экструдерах устанавливается специальный дегазатор. Кроме того, в экструдерах для труб применяются двухшнековые установки с барьерными шнеками, которые позволяют добиться однородного и равномерно прогретого до нужной температуры сырья.
Изготовление полиэтилена
Экструзионным способом производятся и все виды полимерных плёнок. На производстве с этой целью используют выдувной экструдер, который позволяет устанавливать необходимую толщину и ширину продукта. Формирующий узел представлен тонкой щелью. Иногда применяются щелевые фильеры, выдувающие плёнку в форме рукава. Аппараты для изготовления плёнки небольшой ширины компактны и не потребляют много энергии.
Технологическая линия
На производстве экструдер является основным элементом экструзионной линии, которую также составляет ряд прочих устройств.
Производственные линии также включают:
Систему приготовления сырьевых материалов и их подачи. Особенно важен этот узел при производстве материала из композита. Порой сырьё нуждается в дополнительной просушке, калибровке, дроблении.
Систему охлаждения. Сырьё, покидая экструдер, всё ещё разогрето до высокой температуры. Для его скорейшего охлаждения применяются системы воздушного или водяного охлаждения. К примеру, ПВХ профиль может охлаждаться при помощи воздушных или водяных ванн. Обязательное охлаждение предусмотрено и при использовании пресс-форм. В противном случае формы могут разогреваться до высоких температур, и готовое изделие может потерять заданную форму, если не снизить достаточно его температуру.
- Маркирующие системы.
- Ламинирующие системы.
- Намоточные и отрезные устройства.
Кроме перечисленных аппаратов иногда применяются иные устройства, позволяющие отпускать продукт в удобном для упаковки и перевозки виде.
Что такое экструдер, как он устроен и где применяется

Экструзия – это технология изготовления изделий из полимерного сырья, основанная на продавливании расплавленных гранул через формующие отверстия (кольцевые, щелевые фильеры), чтобы придать материалу заданную форму или профиль. Промышленность выпускает большое количество электромеханических экструдеров, отличающихся по конструкции, производительности, назначению, типу сырья, технико-эксплуатационным характеристикам и другим важным признакам.
Виды экструдерных машин
Все экструдеры, независимо от области применения, состоят из основных рабочих механизмов:
- Асинхронного электродвигателя.
- Бункера загрузки.
- Шнека.
- Нагревательного элемента.
- Экструдерной головки.




Современные экструдеры классифицируются по нескольким категориям, в зависимости от типа транспортирующего механизма они разделяются на:
- одношнековые, двухшнековые, многошнековые агрегаты;
- поршневые;
- плунжерные экструдеры;
- дисковые, многодисковые;
- комбинированные.
Шнековые машины являются самыми простыми и востребованными. Шнек занимает центральную часть всего устройства. Его работа напоминает принцип обычной мясорубки.
Шнековые экструдеры бывают:
- параллельные и конические;
- с нормальными оборотами и скоростные;
- сонаправленные и вращающиеся в противоположных направлениях.
На сайте «Промышленные системы и компоненты» представлен широкий ассортимент экструдерных машин различного назначения.
Наиболее популярные модели:
Для малых предприятий
Упаковочная пленка небольших размеров
Рукавная ПЭ пленка для гибких упаковок
Кабельные каналы орошения
ПНД/ПВД рукавные пленки
Упаковка стекла, электроники и других деликатных изделий
Полимерные пленки EVA
Области применения экструдеров
Технологии переработки материалов методом экструзии активно используются в самых разных сферах:
- Сельское хозяйство (изготовление комбикормов для животных, парниковых пленок).
- Пищевая промышленность (кондитерские изделия, макаронные, детское питание, жевательные резинки, кукурузные хлопья).
- Изготовление упаковочных материалов, многослойных пакетов, термоусадочных пленок.
- Канцтовары, полиграфия, ламинирование, принтерная печать, изготовление гидрогелей для 3D-печати.
- Строительные материалы (экструзия пеноблоков, утеплителей, профилей ПВХ, полистирола, полипропилена).
- Производство пластиковых трубопроводов.
- Химическая промышленность (изготовление удобрений, изделий из силикона, резины).
- Металлообработка (алюминиевый профиль).
- Экструзия кабельных покрытий, термоусадочных трубок.
- Альтернативная энергетика (твердое биотопливо).
Форма готового изделия зависит от типа сечения отверстия в калибрующем устройстве. Если экструдат проходит сквозь щелевидное сечение, на выходе будет получена листовая продукция. Если сечение канала имеет форму кольца, получаются трубы (макароны).
Принцип работы экструдеров
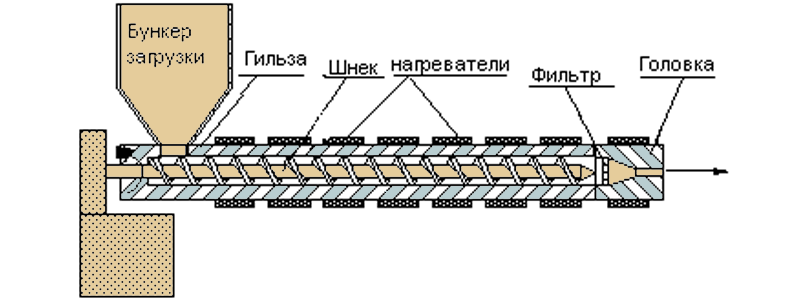
 Схема устройства экструдера
Схема устройства экструдера
Конструктивно машина разделена на три отсека:
- Зону загрузки.
- Плавления.
- Дозирования.
В первом отсеке экструдера – зоне питания — гранулированное сырье, полимерный порошок, либо отходы вторичного сырья засыпаются в бункер и подаются на лопасти шнека, вращающегося от электропривода. Загрузка гранул происходит самотеком или принудительно под воздействием сжатого воздуха, поступающего от компрессора. По мере поступления все новых и новых порций полимер постепенно перемещается к горячим секциям и оказывается в зоне плавления. В этом месте глубина винтовой нарезки и расстояния между витками шнека намного меньше, чем на других участках. Под воздействием повышенного давления полимерная пробка прижимается к горячим стенкам и интенсивно уплотняется.
Далее, в зоне дозирования экструдера расплавленная масса продавливается сквозь сетчатые фильтры с мелкими и крупными отверстиями, расположенные перед головкой. Главная задача пакета сеток – улучшение гомогенизации расплава и удаление мельчайших загрязняющих частиц. Это особенно важно при изготовлении тончайших супер прозрачных пленок, которые при наличии инородных частиц склонны к разрушениям структуры и образованию дырок в полотне.
На конечном этапе экструдированный материал выходит наружу через формующее сопло с отверстием определенного сечения в зависимости от конфигурации выпускаемого изделия.
Расплавление полимерного гранулята в основном происходит вследствие мощных деформаций сдвига уплотненного сырья. Нагревательные элементы экструдера всего лишь ускоряют процесс плавления. Если при внутреннем трении массы выделяется настолько большое количество тепла, что его становится достаточно для стабильного расплавления полимера, то электронагреватели автоматически отключаются, и система входит в термодинамический адиабатный режим.
Зачем проводится дегазация при экструзии
Качество готовой продукции зависит от химического состава и кондиции сырья, загружаемого в экструдер. Термическая обработка и выпаривание полимеров в вакуумных камерах называется дегазацией. После прохождения дегазации в гранулах существенно снижается количество воздуха, уменьшается процент влаги, сырье максимально избавляется от вредных примесей.
В экструдерных машинах, оснащенных шнековыми парами с системами дегазации, предусмотрены специальные зоны сжатия и расширения. Газообразные компоненты в зоне расширения выводятся через отверстия в самом шнеке или цилиндре с помощью вакуумных насосов. Использование таких шнеков позволяет совмещать этапы экструзии с одновременным отводом газов без прерывания всего технологического процесса.
Последовательность операций следующая:
- загрузка;
- пластификация (доведение до однородного состояния);
- плавление;
- сжатие;
- разрыхление;
- удаление летучих соединений;
- повторное сжатие;
- выдавливание готовой массы без содержания газов.
Если дегазация будет неполной, пузырьки воздуха останутся в расплавленной массе. В результате чего в готовых изделиях образуются полости, пустоты, раковины. Такая продукция является бракованной.
Конструкция шнека и его роль в экструзии полимеров
Стандартный шнек экструдера представляет собой металлический стержень со спиральной канавкой, вырезанной по всей длине детали. Между наружным диаметром витков шнека и стенками рабочего цилиндра предусмотрен небольшой зазор. Главная задача шнековой пары (шнека+цилиндра) – беспрерывная подача расплавленной пластичной массы на формующую головку.
Рабочие характеристики шнека экструдера:
- Диаметр.
- Длина стержня.
- Отношение L/D.
- Высота витков на разных участках.
- Длины этих участков.
- Угол нарезки винта.
- Ширина гребня.
- Шаг витка (расстояние между витками).
Экструдер. Виды и устройство. Работа и применение. Особенности
Экструдер – машина для производства длинномерных изделий из пластичных или сыпучих веществ. Аппарат пропускает загруженные материалы сквозь тонкое отверстие под высоким давлением, иногда с предварительным подогревом, что приводит к уплотнению вещества. Подобные машины нашли широкое применение в различных сферах производства.
Где используется экструдер
Экструдеры нашли широкое применение в различных отраслях современной промышленности. Их применяют для производства:
- Кормов для животных.
- Шоколадных батончиков.
- Макаронных изделий.
- Провода для 3D принтеров.
- Пластиковых труб.
- Профиля из поливинилхлорида.
- Полиэтиленовой пленки.
- Топливных брикетов.
Оборудование, работающее по типу экструдера, встречается повсеместно. Без него не обошлось производство гранулированного корма для животных, а также макарон, длинномерных пустотелых изделий из пластика и т.д. Системы, используемые для определенных целей, имеют небольшие отличия в техническом плане, но работает по одинаковому принципу.
Разновидности экструдеров по принципу работы
По принципу работы экструдеры разделяют на 3 вида:
- Шнековые.
- Плунжерные.
- Плоскощелевые.
Шнековый экструдер является самым распространенным. Он работает по принципу мясорубки. Внутри устройства имеется вращающийся шнек со спиралью, который захватывает загружаемый материал и продавливает его сквозь тонкое отверстие. В результате масса уплотняется и приобретает твердость. От создаваемого давления поднимается температура сырья, что способствует увеличению эффективности сварки компонентов. Подобные виды являются самыми дешевыми по сравнению с другими. Кроме конструкции с одним шнеком также существуют и двухшнековые экструдеры. Они создают еще более эффективное сжатие, но и стоят дороже. Подобные устройства обычно используют для производства кормов, а также различных изделий пищевой промышленности.

Плунжерные экструдеры в отличие от шнековых проводят точное дозирование материала, перед тем как задать ему определенную форму. Подобные устройства применяют для переработки резины или пластика.

Плоскощелевые экструдеры предназначены для производства рулонных изделий, таких как стрейч-пленка, пленка для теплиц, пластиковые и пропиленовые листы. В них подогретый и тягучий материал выдавливается сквозь плоскую широкую щель и быстро охлаждается, в результате чего тот сохраняет свою форму. Подача материала осуществляется с помощью гидравлического пресса, шнека, или другим механизмом.

Кормовые экструдеры
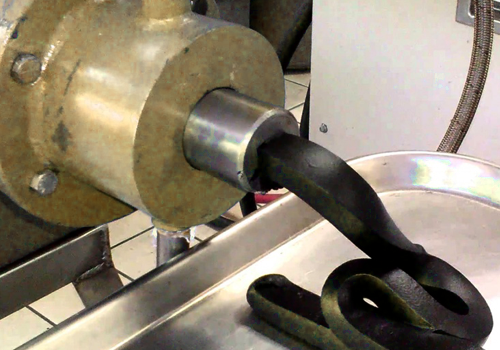
Кормовые экструдеры обычно представлены оборудованием со шнековой конструкцией. Они предназначены для переработки зерновых культур, а также травянистых растений в комбикорм. Существует две разновидности подобных систем. Первая просто осуществляет экструзию, давая на выходе длинную трубку, а вторая создает готовые гранулы.
Обычные экструдеры
Обычная экструзия позволяет перерабатывать цельное зерно в длинную хрустящую трубку, которая на выходе поддается дроблению в хлопья. Такой корм является более приемлемым, чем сырье загружаемое для переработки. Дело в том, что в результате сдавливания осуществляется прогрев массы. Это способствует уничтожению подавляющего большинства микроорганизмов, которые способны вызывать пищевые расстройства. Кроме этого питательные вещества запекаются как в духовке, что улучшает их усваивание организмом животного.

Фактически, благодаря экструзии можно используя такой же объем корма добиться более высоких показателей роста животных. Подобное оборудование имеет и недостаток. Получаемую в результате трубку зачастую необходимо разламывать на хлопья вручную. Также существует сложность в отмеривании порции. В зависимости от того насколько крупные хлопья, фактическая масса продукта в определенном объеме может отличаться. В связи с этим при отмеривании порции для кормления принято ее взвешивать, а не использовать мерную тару.
Грануляторные экструдеры
Экструдер работающий по принципу гранулятора является менее эффективным в плане обеззараживания загруженной массы. На выходе получаются мелкие гранулы, которые обладают высокой твердостью. Они не столь хрупкие, как пищевые трубки обычного экструдера. С целью повышения качества продукции зачастую осуществляется обработка сразу двумя способами экструзии. Сначала формируются хлопья, которые эффективно прожариваются, после чего применяется грануляторный экструдер.

Подобное оборудование работает по принципу мясорубки. Сквозь пресс-форму выдавливаются прутики корма, которые обрезаются вращающимся ножом. Благодаря этому получаются полностью идентичные друг другу гранулы. При использовании гранулярного экструдера загружается не цельное зерно, а ранее перемолотые смеси. Зачастую в их состав входят зерновые культуры, витамины, микроэлементы, травяная мука, а также сухое мясо, если речь идет о корме для собак, кошек или других плотоядных животных.
Экструдеры для пищевой промышленности
Особой популярностью экструдеры пользуются в пищевой промышленности. Подобные устройства используются для формирования различных продуктов. Они работают не только с сухими веществами, но и влажными. К примеру, такие изделия как крабовые или рыбные палочки делаются именно с помощью такого оборудования. Загруженная масса уплотняется и выдавливается. Подобные устройства зачастую работают без нагрева, просто уплотняя холодную массу. Множество батончиков и конфет также делаются по данному принципу. Выдавленные заготовки в последствии обливаются горячим шоколадом, благодаря чему грубая формовка экструдером незаметна.

Один из самых старых экструдеров, которые используются в пищевой промышленности, являются формовочные машины для производства макаронных изделий. Они также работают по шнековому принципу. Их конструкция практически ничем не отличается от кормового экструдера. При этом существует одно важное отличие. В них загружается не сухая масса, а готовое тесто из твердых сортов пшеницы. Ранее подготовленное и хорошо раскатанное с помощью валиков до однородной субстанции тесто продавливается сквозь формовочную головку, в результате чего получаются макаронные изделия. Далее вращающийся нож обрезает их на одинаковом расстоянии, после чего на конвейерную ленту падают уже готовые макароны.

Фармакологическое оборудование
Экструдеры нашли свое применение и в фармакологии. Многие таблетки, а также батончики гематогена сделаны именно с помощью подобного оборудования. В фармакологии, где очень важна дозировка, зачастую используется не шнековые, а плунжерные установки. Они позволяют с высокой точностью добиться того, чтобы каждая таблетка полностью соответствовала требуемой массе, поскольку даже сотая доля миллиграмма действующего вещества может иметь огромное значение в лечении.
Экструдеры для производства полимерных изделий
Экструдер стал находкой для промышленных предприятий, которые занимаются производством полимерных изделий. Себестоимость использования этого оборудования максимально выгодная. Оно стоит дешевле, чем установки действующие по другим принципам, а кроме этого обеспечивают вполне качественный результат. Экструдеры нашли свое применение в самых разнообразных сферах переработки полимеров.
Существуют устройства, которые предназначены для переработки вторсырья. Отработанные ПЭТ бутылки, пластиковые пакеты, и прочие изделия из полимеров измельчаются с помощью промышленных шредеров, после чего крошка загружается в экструдер для вторсырья. Он расплавляет массу и формирует из нее мелкие гранулы. Попутно данное оборудование может использовать краску, чтобы выровнять цвет всей массы. Полученные таким способом гранулы продаются на различные предприятия, которые делают из них канализационные трубы, тротуарную плитку, ведра и прочие изделия.
Стоит отметить, что экструдеры, которые используются для обработки полимеров, имеют более сложную конструкцию в сравнении с теми, что работает с пищевыми продуктами для людей или животных. Данные установки имеют дополнительную систему нагрева, которая обеспечивает текучесть пластика, доводя его консистенцию практически до состояния сгущенки. После выхода материала из такого экструдера обеспечивается дополнительное охлаждение. Это позволяет вернуть полимеру его нормальную твердость, что предотвращает нарушение заданной формы полученным изделием.

Самыми технически сложными являются экструдеры, которые занимаются изготовлением профиля для пластиковых окон, а также труб. После того как материал проходит сквозь пресс-форму, он обладает еще повышенной мягкостью, поэтому с помощью системы валиков пропускается через ванну для охлаждения. Также на подобной экструдерной линии устанавливается ультразвуковое оборудование для тестирования стенок изделий. В случае выявления пустот или тонких участков осуществляется предупреждение оператора о необходимости наладки.
Особого внимания заслуживают экструдеры предназначенные для производства пленок. Они имеют плоскую щелевую пресс-форму, сквозь которую выдавливается полиэтилен или другой материал. После прохождения сквозь формовочный пресс, масса приобретает плоскую форму и сразу же охлаждается вентиляторами. Она накручивается на валик до его заполнения. После этого пленка обрезается, и процесс начинается заново.

Подобные экструдеры особенно требовательные к загружаемому сырью. Оно не должно иметь никаких примесей. Если оборудование, которое занимается производством труб, может стерпеть мелкий сор, то на пленке это будет заметно. В связи с этим используя такой экструдер необходимо позаботиться о соблюдение чистоты на производстве.
Что такое экструдер и экструзия
Экструзия исключает из производственного цикла трудоемкую механическую обработку. Это быстрый и недорогой способ получения пленок, труб, профиля и других изделий, выпускаемых погонажом из полимерного сырья. В статье расскажем, что такое экструдер, как происходит процесс экструзии полиэтилена, разберем тонкости экструзионной технологии.
Что такое экструзия полимеров?
Процесс экструзии происходит при нагреве полимеров максимум до 250 0 С. Производство идет на скорости до 120 метров/минуту. Около 30 % всего объема полимеров перерабатывается по экструзионной технологии с помощью экструдеров. Попробуем разобраться в тонкостях этого процесса.
Экструзия полимеров — это технология получения формовочных изделий из термопластов и их композиций на шнековых прессах. Осуществляется путем продавливания (под давлением) однородного расплава через щель формовочной головки экструдера.
Щель имеет определенную форму, которая определяет геометрию изделия — сайдинг, пленка, оконный ПВХ профиль. В качестве сырья используются гранулы полиэтилена ПВД и ПНД, полипропилена, ПВХ, полистирола и других полимеров.
Экструзия включает в себя следующие этапы:
- получение однородного расплава в экструдере;
- формование;
- охлаждение продукции;
- натяжение и намотка (пленки), нарезка (профиль, труба).
Устройство и принцип работы экструдера, что это такое
Уже по тому, что слова «экструдер» и «экструзия» являются однокоренными, становится понятным, что экструдер — это основной рабочий орган экструзионной линии.
По длине экструдер для полимеров условно делится на три зоны: загрузки, сжатия расплава и дозирования.


- Зона загрузки. Гранулы (порошок, вторичное сырье) подаются в бункер самотеком или под напором сжатого компрессором воздуха. Шнек, который приводится в движение работой привода, вращается, и уплотняя полимер до состояния пробки, продвигает его к горячим секциям экструдера.
- Зона плавления. Здесь шаг между витками начинает уменьшаться. Как следствие один и тот же объем полимера пытается поместиться в уменьшившемся пространстве. Пробка прижимается к обогреваемым стенкам трубы экструдера, плавится, расплав перемешивается. Хотим уточнить, что плавление происходит, в основном, не за счет нагревателей (они лишь интенсифицируют процесс), а из-за огромных сдвиговых деформаций в уплотняющемся полимере.
- Зона дозирования. На выходе из экструдера полимер продавливается через систему фильтрующих сеток и проходит через формующее отверстие, профиль которого зависит от формы выпускаемой продукции.
Важно! Экструдер может различаться по типу и количеству шнеков. Выпускаются: одношнековые, двухшнековые и многошнековые, дисковые и многодисковые экструдеры.
О конструкции одношнекового экструдера.
Внутри толстостенного корпуса (трубы) вращается шнек — металлический стержень с винтовой навивкой. Шнек перемещает гранулы по направлению к экструзионной головке. Корпус опоясывают секции хомутовых нагревателей, которые греют металл и плавят полимер, прижимаемый винтом к внутренней поверхности трубы. «Горячую» часть оборудования помещают в водоохлаждаемый кожух, и сверху утепляют термочехлом.

Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
- Метод раздува рукава.
- Метод плоскощелевой экструзии.
Читайте также какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава.
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:
- Если рукав направлен вертикально вверх или горизонтально, то пленка обдувается воздухом, поступающим через охлаждающие кольца по периметру рукава;

После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.
Чем быстрее охладить расплав полиэтилена на выходе из экструдера, тем выше будет прозрачность и блеск пленки. Почему так происходит? Дело в том, что при остывании в пленке образуется два вида молекулярных структур — кристаллическая и амфорная. Когда материал охлаждают медленно, то макромолекулы полимера успеют сформироваться в кристаллы, и экструдированная пленка будет мутной и неэластичной, но прочной. При быстром охлаждении кристаллы не успевают соединиться и пространство между ними заполняют амфорные связи, придающие пленке прозрачность, хорошую эластичность и гибкость.
Метод плоскощелевой экструзии.
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.

Существует два варианта охлаждения пленки полученной плоскощелевым методом:
- Первый, это когда экструзионный полиэтилен сразу же после формования подается на охлаждающий барабан, температура поверхности которого поддерживается на уровне 30…50 0 С.
- Второй вариант — пленку пропускают через ванну с проточной водой. Такое шоковое охлаждение позволяет получать блестящий и прозрачный материал, но есть свои нюансы. Когда пленка заходит в воду, она вызывает рябь на ее поверхности, из-за которой на полиэтилене появляются пятна.
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Соэкструзия и коэкструзия.
Соэкструзия — это технология, использующаяся для получения многослойных пленок.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Коронарная обработка пленки после экструзии
Химическая инертность и малая поверхностная энергия пленки делают ее невосприимчивой к типографской или любой другой краске. Нанесение покрытия на поверхность полиэтилена станет возможным, если его поверхностная энергия будет хотя бы на 10 дин/см выше энергии наносимой краски. В ином случае краска будет просто собираться в капли. «Подзарядить» пленку можно коронированием. Каждая экструзивная линия оборудована активатором обработки коронным разрядом, который состоит из: генератора, трансформатора и электродов. При пропадании пленки в область электромагнитного поля растет ее поверхностная энергия и повреждается верхний слой макромолекул (микротравление).
Применение технологии экструзии
- Химическая промышленность. Почти все термопласты и их композиции могут перерабатываться экструзией в готовые изделия (пленки, трубы, оболочки изоляции, сайдинг, листы).
- Производство комбикорма. Измельченное сырье для производства комбикорма поступает в экструдер, где подвергается уплотнению, сжатию и температурной обработке при температуре до 200 0 С. Этот способ переработки повышает питательность и усвояемость корма, сохраняет в нем витамины и препятствует размножению микроорганизмов.
- Брикетирование твердого биотоплива. Переработка биомассы (торфа, угольной пыли, шелухи подсолнечника, отходов сахарного производства, соломы сои, щепы) и прессование ее в гранулы или брикеты производится на экструдерах;
- Пищевая промышленность. Макароны, кукурузные палочки и хлопья, жевательная резинка и чипсы, соевые продукты— все эти продукты изготавливают с помощью пищевой экструзии.

Развитие экструзионного производства сейчас идет сейчас по трем направлениям. Это: усовершенствование существующего оборудования, применение новых композиций полимеров, совершенствование автоматизированных систем управления. Последнее направление представляется наиболее актуальным — уже сейчас в России появились установки оборудованные АСУ на основе микропроцессора. Они позволяют автоматически контролировать не только работу экструдера, но и системы подготовки сырья, калибровки и обрезки готовых изделий.
Экструдеры — принцип действия, назначение и типы
Экструдер – это незаменимое оборудование при производстве изделий из пластмассы. Внутри данного устройства выполняется расплав полимерного состава, который, приобретя требуемую консистенцию, перемещается по соплам (фильерам). Последние формируют продукцию необходимой формы. Так создаются самые различные детали. Сегодня можно встретить экструдер для кормов и аппараты для иной продукции.

Принцип действия агрегата
Работа экструдера схожа с принципом действия привычной мясорубки. Экструдер – это специализированный электромеханический аппарат, состоящий из следующих основных элементов:
— цилиндра. В нем сырье перемешивается и прогревается до требуемых температурных показателей. Величину нагрева устанавливает оператор. Это значение зависит от вида сырья и температуры плавления полимерного материала. Частую, это простые резистивные системы, характеризующиеся долговечностью и надежностью. Для прогрева цилиндра применяются кольцевые электронагреватели,
— экструзионной головки (фильерная пластина). Дает нужную форму готовому изделию. Устанавливаются на аппаратах, которые производят профиль. Если изготавливаются разного рода пластмассовые продукты, то полимерная масса, разогретая до требуемых значений, поступает в специальную пресс-форму. Для прогрева сопла применяются отдельных хомутовые электронагреватели,
— узла загрузки сырья. Проходя через него, измельченное либо гранулированное сырье попадает в цилиндр. Стандартный экструдер для глины может оснащаться узлами загрузки самых различных размеров,
— рабочего органа. Шнек является сердцем аппарата. Червячные шнеки для экструдера, вращаются и проталкивают сырье по цилиндру к насадкам формирования изделия. Реже встречаются приборы, укомплектованные поршневым рабочим органом либо его дисковым вариантом,
— механического блока. Состоит из системы редукторов, электрического двигателя,
— блока контроля и управления.
Шнековые экструдеры нередко именуют «червячными». Данное название пошло из-за того, что полимеры в цилиндре перемещаются и перемешиваются с помощью винта Архимеда.
Ручной сварочный экструдер работает по одному принципу с обычной мясорубкой. Но, изготовление определенных вариаций продукции требует существенно более тщательного перемешивания материала. Для этого могут применяться механизмы, дополненные двумя и более шнеками. Это нужно, когда сырье подают в цилиндр в состоянии порошка.
Типы экструдеров
Сегодня существует множество вариаций данных устройств, предназначенных для производства различных изделий. Это может быть экструдер для мастики, глины или иных материалов. Выделим наиболее востребованные на современном рынке вариации:
— экструдер для профиля из ПВХ,
— устройство для производства полиэтилена,
— экструдер для зерна и иных сыпучих материалов.

Экструдеры для профиля из ПВХ
Экструзия считается самым дешевым и простым методом изготовления композитного либо полимерного профиля. Сложность производимого изделия и характер применяемого сырья предопределяют необходимость выбора одно- либо двухшнекового экструдера и специальных фильерных пластин.
Благодаря использованию такой методики могут производиться тончайшие панели, листы, полосы, нити, а также профили со сложной геометрией. Принцип работы во всех случаях одинаков. В некоторых ситуациях в полимерную смесь добавляются разные примеси, позволяющие создавать композитные материалы всевозможного назначения.
Трубные экструдеры
Пластиковые трубы также изготавливаются на похожих производственных линиях. При создании трубной продукции особые требования предъявляются к полимерным смесям. В готовом составе должны отсутствовать пузырьки газа, способные сделать стены изделий непрочными и неоднородными. Для недопущения таких факторов экструдеры оснащаются дегазаторами. Помимо этого, в трубных экструдерах используются двухшнековые механизмы с барьерными шнеками. Они помогают добиваться равномерно прогретого и однородного сырья.
Устройства для изготовления полиэтилена
Все типы полимерных пленок также создаются экструзионным методом. Для этих целей применяются выдувные экструдеры, позволяющие устанавливать требуемую ширину и толщину продукции. Формирующая деталь представлена тонкой щелью. Реже используются щелевые фильеры, способные выдувать пленку в форме обычного рукава. Приборы для производства пленок незначительной ширины отличаются компактностью и энергоэффективностью.
Технологические линии
Экструдер считается главным компонентом экструзионной линии на производстве. Стандартные производственные линии состоят из следующих элементов:
— системы приготовления сырья и его подачи. Этот узел особенно важен при изготовлении материалов из композитов. В некоторых случаях используемые составы нуждаются в дополнительном дроблении, калибровке, просушке,
— системы охлаждения. Могут быть водяными либо воздушными. Обязательное охлаждение необходимо при применении пресс-форм.