Сварщик на полуавтомате что это?
Чем отличаются на практике сварка автомат и полуавтомат?
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
- Полуавтоматическая сварка: принцип работы, видовое разнообразие
- Правильная техника сварки с помощью полуавтомата
- Особенности сварных работ в среде защитного газа
- Технология работы с алюминием
- Сварка с проволокой
- Основные правила при проведении сварочных работ
- Заключение
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов: 
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
Пояснения для начинающих, как работает полуавтоматическая сварка

Сварочным полуавтоматом можно качественно и быстро соединить две детали. За счет того, что данным видом аппарата можно работать с любыми металлами различной толщины, автоматическая и полуавтоматическая сварки применяется во всех промышленных отраслях. В сравнении с ручной дуговой сваркой у нее намного выше коэффициент полезного действия, при небольших материальных затратах. Сварка полуавтоматом для начинающих включает в себя несколько аспектов – теоретический и практический. Они тесно взаимосвязаны, и перед тем, как приступать к сварочным работам, новичок должен освоить основные азы.
Что такое полуавтомат и его виды
Чтобы варить сварочным автоматом, необходимо понимать, что это и как он устроен. Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи. Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.

Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
- полуавтоматическая сварка под слоем флюсов (флюс – это порошкообразный состав, который находится в середине рабочей проволоки. По своим химическим свойствам он напоминает обмазку электрода );
- сварка в инертных и активных газах;
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В. В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва. Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.
Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
- источник тока;
- редуктор для перемещения электрода;
- горелка;
- сварочный кабель с зажимом;
- система управления;
- баллон с газом;
- рукав подачи газа.
Техника сварки полуавтоматом
Рассмотрим, как варить полуавтоматом, так как данный вид работ имеет несколько вариантов – сварка с защитных газах и сварка без газа, с использованием порошковой проволоки (флюса).
Технология сварки в среде защитного газа
Для сварки полуавтоматом можно использовать несколько видов газов. Чаще всего применяется углекислый газ или гелий. Это обусловлено их доступностью и небольшими расходами при использовании. Газы используются для того, чтобы снизить окисление металла, из которого изготовлена свариваемая деталь, чтобы повысить прочность шва. Основным условием для работы полуавтоматом с углекислотой является предварительная подготовка детали. Имеется в виду ее тщательная зачистка, чтобы удалить всю пыль, грязь, остатки лакокрасочных изделий или ржавчину. Для этого используется наждачная бумага или железная щетка.

Технология сваривания бывает трех видов:
- непрерывного сваривания, когда горелка или электрод ведется от начала до конца шва;
- точечной сварки, при котором детали соединяются не сплошной дорожкой, а сварными точками;
- сварка коротким замыканием производится, в основном, для тонколистового металла и заключается в расплавлении металла за счет подачи импульсов от короткого замыкания, которое образуется в сварочном аппарате. После замыкания, расплавленный материал стягивается в каплю, применяемую для соединения двух деталей.
Чаще всего сварка полуавтоматом с углекислотой производится на режиме переменного тока. Перед началом работы надо подготовить все для сварки. Аппарат настраивается в зависимости от типа металла и его толщины. От режима сварки будет зависеть расход газа из баллонов. Проволока расходится практически одинаково – в среднем 4 сантиметра в секунду. Более точные настройки можно посмотреть в таблицах ГОСТа, где указаны режимы и нормы для каждого вида металла. Когда и оборудование и детали готовы, можно начинать соединение изделий на полуавтомате. Первым делом, необходимо включить подачу газа, а затем возбудить дугу. Для этого нужно проволокой коснуться детали. При нажатии на «пуск/старт» на корпусе аппарата начинается механическая подача электродной проволоки.
Качество шва завит от многих нюансов. Например, важно проволоку держать и вести прямо, но не слишком близко к заготовке. Чтобы не перекрывать себе обзор сварочной ванны. Во время работы важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине изделия до сантиметра зазор должен быть не более 1 мм, при толщине изделий более сантиметра зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на специальной железной подложке, размещая ее снизу очень плотно к основному металлу.
Технология сварки алюминия
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.

Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Сварка с проволокой
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых. Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления. То есть, при этом дополнительно инертный газ из баллона не подается.

Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Сварка полуавтоматом без газа может осуществляться при любых условиях, как в помещении, так и на улице.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
Основные правила при проведении сварочных работ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Подробнее, как варить полуавтоматом, можно увидеть в следующем видео:
Что такое MIG-MAG сварка

Что такое MIG-MAG сварка и как она расшифровывается?
Существуют разные виды сварки, многое зависит от технологии и расходных материалов. MMA — это ручная дуговая сварка электродами с покрытием. TIG — аргонодуговая сварка неплавящимся электродом, чаще всего вольфрамовым.
MIG и MAG — полуавтоматическая сварка в среде защитного газа. В отличие от той же дуговой сварки, здесь сразу два обозначения. Сварка MIG представляет собой сварку полуавтоматом с использованием инертного газа, а сварка MAG — также сварку полуавтоматом, где в роли защитной среды выступают активные газы, например, углекислый газ или азот.
Как расшифровывается TIG, MIG, MAG
TIG сварка — расшифровывается как: Tungsten Inert Gas, сварка в среде инертного газа неплавящимся электродом.
MIG и MAG сварка — расшифровывается как: Metal Inert/Active Gas, то есть, дуговая сварка в защитной среде активного или инертного газов.

Полуавтоматический способ сваривания металлов признан самым эффективным и универсальным. Наибольшее применение он получил в промышленных целях, однако данный вид сварки зачастую используют и для бытового применения.
Всё благодаря тому, что на рынке появились мобильные инверторные полуавтоматы, которые кроме режима MIG и MAG, также способны поддерживать MMA сварку.
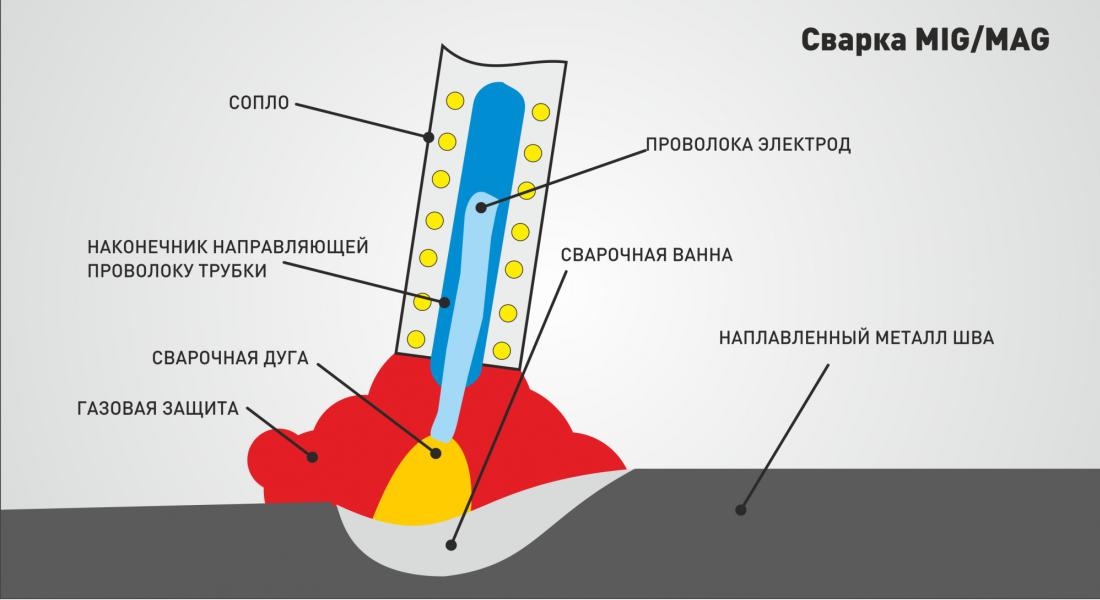
Что представляет собой сварка MIG/MAG полуавтоматом
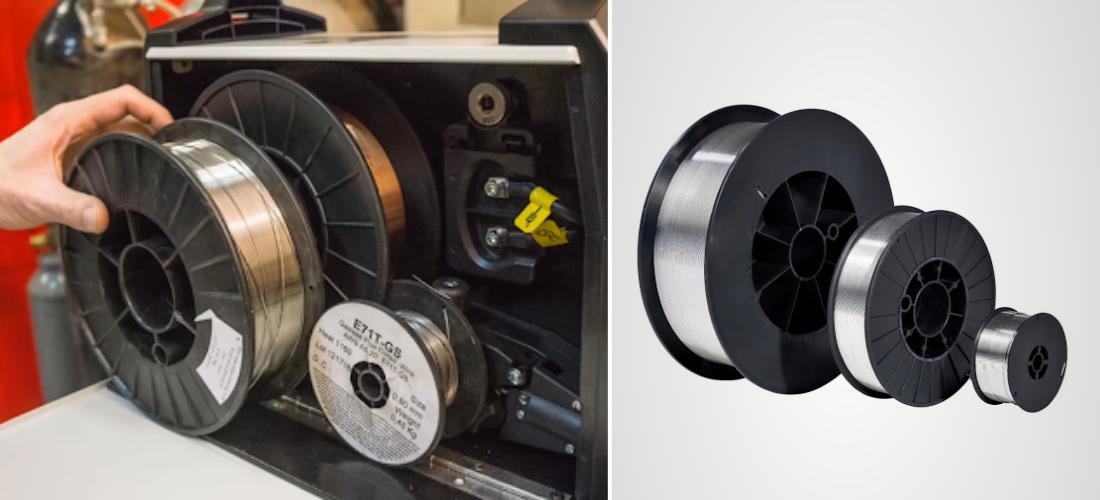
В отличие от обычного MMA инвертора, сварка которым осуществляется исключительно плавящимся электродом с покрытием, принцип работы полуавтоматической сварки несколько другой. Основными расходными материалами здесь выступает защитный газ и проволока, которая намотана на бобину и подаётся автоматически при работе полуавтомата.

Во время сварки проволока проходит через пистолет с газом. В момент появления дуги она плавится и заполняет расплавленным металлом сварочную ванну. Газ, который также подаётся вместе с проволокой, защищает расплавленный металл от отрицательного воздействия окружающей среды.

Благодаря тому, что весь процесс сварки практически автоматизирован, данная сварка и получила такое созвучное название — полуавтоматическая. В отличие от ручной дуговой сварки, здесь нет необходимости каждый раз менять электрод. Также отсутствуют и многие другие операции, без которых не проходит процесс сваривания деталей электродом.
Плюсы и минусы полуавтоматической сварки
Преимущества сварки полуавтоматом очевидны, и в первую очередь, это высокая скорость выполнения сварочных работ. Длина сварочной проволоки большая, а объем газа в баллоне, также велик. Благодаря автоматической подаче проволоки к месту сварки, скорость выполнения и масштаб сварочных работ существенно возрастает.
Второй плюс связан с очень аккуратным и гладким сварным швом. Получить такой шов при ручной дуговой сварке невозможно, как и эффективно варить очень тонкий металл. Полуавтоматическая сварка — это самый лучший способ сваривания тонкостенных заготовок, толщина которых не превышает 0,5 мм.

Единственным недостатком полуавтоматической сварки является необходимость иметь под рукой защитный газ в баллоне. Само собой разумеется, что баллон нужно заправлять и транспортировать к месту проведения сварочных работ, что не совсем удобно и просто.
Кроме того, в некоторые места, и вовсе, нет возможности доставить баллон. Тогда сварка полуавтоматом осуществляется при помощи порошковой проволоки.
Сварка MIG/MAG: отличия и особенности методов
 Сварка MIG-MAG была изобретена в 50-х годах XX века, и главные ее принципы успешно используются и сегодня. Обычно, если говорится о сварке в полуавтоматическом режиме, то практически всегда под ней подразумевают именно MIG и MAG-методы. Данная сварка является универсальной, она легка в применении и гарантирует качественный результат. Полное и правильное название этого типа сварки имеет аббревиатуру GMAW – Gas metal arc welding, что переводится как электродуговая сварка металла в среде защитного газа. Среди профессионалов, любителей и производителей оборудования чаще всего такая сварка обозначается как:
Сварка MIG-MAG была изобретена в 50-х годах XX века, и главные ее принципы успешно используются и сегодня. Обычно, если говорится о сварке в полуавтоматическом режиме, то практически всегда под ней подразумевают именно MIG и MAG-методы. Данная сварка является универсальной, она легка в применении и гарантирует качественный результат. Полное и правильное название этого типа сварки имеет аббревиатуру GMAW – Gas metal arc welding, что переводится как электродуговая сварка металла в среде защитного газа. Среди профессионалов, любителей и производителей оборудования чаще всего такая сварка обозначается как:
- MIG (Metal Inert Gas) – здесь средой-изолятором выступает инертный газ: аргон или гелий.
- MAG (Metal Activ Gas) – процесс происходит с применением активного газа: углекислый газ или азот и т.д.
В нашей статье мы рассмотрим вопросы, касающиеся полуавтоматической сварки различными методами:
MIG-сварка
Сварка металлов посредством плавления может быть осуществлена различными способами, но всех их объединяет одно – использование электродуги (исключением является только газовая сварка). Благодаря относительной простоте технологии, сварочные работы в полуавтоматическом режиме доступны даже новичкам, а профессионалы могут работать с металлами различной толщины, вне зависимости от сложности конфигурации деталей.

Техническая суть сварки плавлением заключается в выполнении операций в среде защитного газа, который исключает нежелательные химические реакции в расплаве. Сварочное оборудование MIG функционирует в среде гелия, аргона или иных инертных газов. Используя этот метод, можно сварить не только сталь различных марок, но и прихотливый в обработке алюминий, а также титан, магний, сплавы никеля.
MAG-сварка
Второй разновидностью полуавтоматического сваривания металлов является MAG-сварка, которая производится в атмосфере активного газа, например, углекислого. Сам принцип сварки идентичен MIG-методу, но в баллон закачивается углекислый газ, стоимость которого ниже инертного. Применение данного вида сварки имеет небольшие ограничения – сваривать MAG-методом можно только легированные и низколегированные стали. В плане простоты эксплуатации и широты функций MAG-сварка нисколько не уступает сварке MIG-методом.
Полуавтоматы MIG/MAG, предназначенные для профессионального использования, зачастую работают в обоих режимах – как с углекислым газом, так и с инертным. Такое сварочное оборудование позволяет сварщику регулировать ток и может работать с проволокой любого диаметра. Наиболее часто используют проволоку, имеющую диаметр 0,5-4,0 мм, но ее выбор в каждом отдельном случае зависит от толщины металла и его химических свойств.
Режим сварки MAG-методом в среде двуокиси углерода
| Толщина свариваемой кромки, мм | 6.0-8.0 | 4.0-5.0 | 3.0 | 2.0-2.5 | 1.5-2.0 | 1.5 |
| Диаметр электрода, мм | 1.2-1.6 | 1.2-1.6 | 1.2-1.4 | 1.0-1.2 | 1.0-1.2 | 0.8-1.0 |
| Сила тока, А | 200-300 | 200-300 | 200-300 | 130-170 | 130-150 | 95-125 |
| Расход активного газа, литров/мин. | 12-18 | 11-16 | 8-12 | 6-7 | 6-7 | 6-7 |
| Скорость автоподачи проволоки, м/час | 500-700 | 500-700 | 350-500 | 150-250 | 150-220 | 150-220 |
| Открытая длина проволоки, мм | 10-20 | 10-20 | 10-13 | 10-13 | 10-13 | 6-10 |
В зависимости от модели полуавтомата сварка происходит при холостом ходе напряжением 19-30 В. У подавляющего большинства полупрофессиональных и бытовых полуавтоматов отсутствует возможность регулировки скорости подачи рабочего тока и напряжения. Такой подход обеспечивает автоматическую стабилизацию электродуги (автокоррекция).
Полуавтоматы для сварки MIG-MAG

Все представленные на современном рынке сварочные аппараты полуавтоматического типа MIG-MAG состоят из нескольких частей:
- Генератор тока – инвертор или трансформатор.
- Газовый баллон, оснащенный редуктором.
- Кабели, шланги.
- Горелка, включающая систему подачи проволоки.
- Механизм, подающий проволоку.
В роли электрода, который плавится, выступает специальная проволока (алюминиевая или стальная, иногда это могут быть и другие материалы), намотанная на баран, и подаваемая в зону сварки автоматически. Скорость автоподачи спецпроволоки пропорциональна ее диаметру и рабочему току. Сварщик заводит горелку в зону сварки и нажимает рукоятку. При образовании дуги электрический двигатель подает проволоку из алюминия или стали к шву. Тем временем газ, находящийся под давлением, обдувает сварочную ванну и препятствует допуску атмосферных газов к раскаленному металлу, что исключает процесс окисления свариваемых деталей. В данном случае инертный газ берет на себя функции покрытия электрода, используемого при обычной MMA-сварке. Основное отличие здесь состоит в том, что защитная атмосфера создается не при сжигании покрытия электрода, а подается в уже готовом виде извне.
Преимущества полуавтоматического оборудования для MIG-MAG сварки
Некоторые специалисты считают полуавтоматы MIG/MAG несколько громоздкими. Действительно комплектация, в которую входит баллон с газом, барабан с проволокой, трансформатор или инвертор не добавляют мобильности подобным моделям. Однако полуавтоматическое оборудование MIG-MAG наделено множеством преимуществ по сравнению с другими аналогами:
- Возможность сварки даже очень тонких металлических листов.
- Минимальный расход проволоки из стали, алюминия или других металлов.
- Легкое зажигание дуги и ее дальнейшее удержание (особенно на инверторных моделях).
- Отсутствие вредных паров при сваривании деталей.
Соотношение тока и диаметра проволоки при сварке различных металлов
В зависимости от химических свойств того или иного металла подбирается необходимый диаметр проволоки и ток. В таблице представлены основные соотношения этих двух параметров для различных материалов.
Устройство автоподачи проволоки в аппаратах MIG/MAG
Удобный функционал автоподачи проволоки в полуавтоматическом оборудовании MIG-MAG имеет сложный механизм, благодаря которому обеспечиваются следующие преимущества:
- Мягкий плавный старт – в начале MIG-MAG сварки проволока выходит с маленькой скоростью, позволяя разжечь и стабилизировать электродугу;
- Исключение риска прилипания проволоки в самом начале операции;
- Плавная регулировка автоподачи сварочной проволоки и обеспечение ее постоянной скорости;
- Возможность смены полярности (в случае использования порошковой проволоки);
- Защита сварочной проволоки от вваривания в горелку после остановки ее подачи, прекращение подачи тока прежде чем, остановилась проволока;
- Возможность настройки импульсного режима сварки.
Обычно MIG/MAG сварка осуществляется на токе обратной полярности. Однако в зависимости от поставленной перед специалистом задачи и характеристик сварочного полуавтомата возможно использование как переменного тока, так и прямой полярности.
Режимы работы полуавтоматов MIG-MAG
Полуавтоматическое оборудование MIG-MAG имеет несколько рабочих режимов:
- Short Arc (короткая дуга) – сваривание тонких металлов производится с использованием пульсирующего тока. При этом сам сварочный процесс представляет собой серию коротких замыканий, когда расплавленный материал проволоки накоротко замыкает сварочное напряжение.
- Spray Arc – сварка MIG-MAG осуществляется пульсирующим током (струйный перенос). Форма импульсов отличается от режима Short Arc – в данном случае перенос расплавленного материала производится в капельном виде, что позволяет варить металлы относительно большой толщины.
- Pulse Arc (импульсно-дуговой) – является разновидностью режима Spray Arc, но отличается от него скважностью импульсов и меньшей величиной тока. Считается оптимальным вариантом для сваривания цветмета, алюминия, нержавеющей стали или сложных сплавов.
- Pulse on Pulse Arc – характеризуется импульсами с двумя регулируемыми уровнями тока (происходит наложение импульсов тока высокой и низкой частот). Данный режим MIG-MAG сварки идеально подходит для декоративных сварочных швов, при этом обеспечивается не только эстетичность, но и высокое качество.
Также в полуавтоматах MIG/MAG встречаются англоязычные обозначения:
- Аrc Force – регулировка энергии электродуги;
- Lift – высокочастотный поджиг электродуги (обычно применяется при TIG-сварке);
- Hot start – переводится буквально как «Горячий старт» – означает увеличение сварочного тока в начале сварочных работ.
Проволока для аппаратов-полуавтоматов MIG/MAG

В основе принципа сварки MIG- или MAG- методом лежит газовая атмосфера, которая создается при помощи инертного или активного газа. Однако качество используемой сварочной проволоки также влияет на конечный результат. В оборудовании полуавтоматического типа MIG-MAG чаще всего применяются четыре основные вида проволоки:
- Алюминиевая – обеспечивает пластичность и высокую прочность соединения, устойчивость шва к образованию трещин и коррозии. При сварке алюминиевых сплавов, где имеется сложный химический состав, специалисты рекомендуют отдавать предпочтение универсальному типа сварочной проволоки.
- Стальная (нержавеющая сталь) – в роли исходного материала выступает высоколегированная сталь. Также расходный материал содержит в себе марганец, азот, фосфор, углерод, хром. Такая проволока предназначена для соединения элементов из нержавеющей стали, при этом обеспечивается высокая антикоррозийная устойчивость и надежный шов.
- Омедненная – имеет специальное покрытие из медного состава и подходит для сварки углеродистых и низкоуглеродистых сталей. Соединение получается не только аккуратное, но и действительно прочное.
- Порошковая – внутри полой металлической проволоки находится порошок, который состоит из антиокислителей: ферросплавы, различные руды, сложные химические соединения. Применение порошкового расходного материала при сварке MIG-MAG позволяет варить различные металлы без газа, поскольку сгорающий флюс берет его функции на себя. По сравнению с покрытием электродов, используемых при ММА-сварке, порошок практически не выделяет в атмосферу ядовитых веществ (в общем составе он составляет всего лишь 15-40%). При сварке-MAG порошковая проволока обеспечивает мягкое, но при этом стабильное горение дуги.
Самыми удобными в использовании являются омедненная и порошковая проволоки – сварка MIG/MAG производится на достаточно хорошей скорости без образования брызг. Эти расходные материалы распространены не только в бытовой, но и в профессиональной среде.
Выбирая проволоку для сварки MIG-MAG, необходимо учитывать не только состав металлов, которые предполагается сварить, но и то, с какими наконечниками можно применять тот и иной расходный материал.
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание «синергетическое управление».
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.
Сравнение двух сварочных решений: ручная дуговая или полуавтомат? Какая сварка лучше подойдет для определенных задач
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.





